


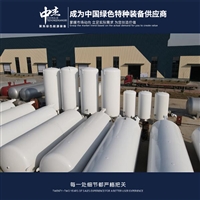



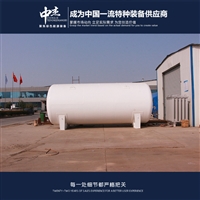
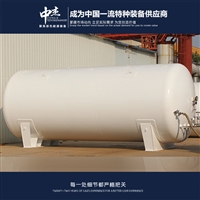

Production and manufacturing process of low-temperature storage tanks supplied by units using liquid oxygen storage tanks
Category:
mechanical equipment/Storage and transportation equipment/storage tank
Model:
CFL10-0.8
Brand:
Zhongjie Special Equipment
Retail Price
146,000.00USD
重量
kg
- Product Description
-
Description :
1. Cutting: After the stainless steel plate is received, it is re inspected and can only be cut after passing the re inspection. Cutting is carried out on a CNC plasma cutting machine, strictly ensuring the geometric dimensions of the cylinder section.
2. Roll: Roll is carried out on the upper stick rolling machine, and the geometric dimensions of the cylinder body comply with the provisions of GB150-2011
3. Longitudinal seam welding: using submerged arc automatic welding for welding
4. X-ray inspection: The inner liner undergoes 100 X-ray inspections, while the outer shell undergoes 20 X-ray inspections
5. Inner liner head and cylinder assembly: Welding is carried out using submerged arc welding automatic welding. After welding is completed, X-ray inspection is carried out. After passing the inspection, the inner surface of the inner liner is degreased and acid washed and passivated
6. Assemble the other head of the inner liner: Use submerged arc automatic welding to weld the inner liner cylinder and the other head, and assemble a connecting pipe (the connecting pipe is bent on the CNC bending pipe)
7. Internal pressure test and helium leak detection: Conduct a pressure test on the internal tank using nitrogen gas
8. Internal helium leak detection: Use a helium mass spectrometer to perform negative pressure helium leak detection on the internal container
9. Defatting treatment and acid pickling passivation of the inner liner, sandblasting and rust removal of the outer shell: Defatting treatment and acid pickling passivation treatment are carried out on the outer surface of the inner liner, and sandblasting and rust removal are carried out on the inner and outer surfaces of the outer shell cylinder and head, with a rust removal grade in accordance with SA2 1/2 (very thorough spray or projectile rust removal, the steel surface will have no visible grease, dirt, oxide scale, rust, paint coating and other attachments, and any residual traces should only be slight color spots in the form of dots or stripes)
10. Inner liner and outer shell assembly: Assemble the inner liner and outer shell, and then assemble the outer shell head with the outer cylinder body. The outer head and outer cylinder body are welded with argon arc welding as the base and automatic welding cover process. Ultrasonic testing shall be conducted on the weld seam between the outer head and the outer cylinder.
11. Pre treatment: Dehydrate the pearl sand and replace the interior of the jacket with hot nitrogen gas
12. Jacket pressure test and helium leak detection: Conduct a pressure test on the jacket using nitrogen gas, and use a helium mass spectrometer leak detector to perform negative pressure helium leak detection on the jacket
13. Pearl sand filling: using a combination of negative pressure filling and positive pressure compaction technology for sand filling
14. Vacuum pumping: Use a vacuum pump to evacuate the jacket
15. Piping and painting: external piping and painting


AfterSalesService :
Key words:- liquid oxygen storage tank
More Products



