









Yunnan geomembrane crawling welding machine, Guizhou Anshun Tunnel adjustable anti-seepage membrane welding machine manufacturer
Category:
mechanical equipment/Welding and cutting equipment/Electric welding machine
Model:
515/800/2015
Brand:
Yulong
Retail Price
2,800.00USD
重量
kg
- Product Description
-
Description :
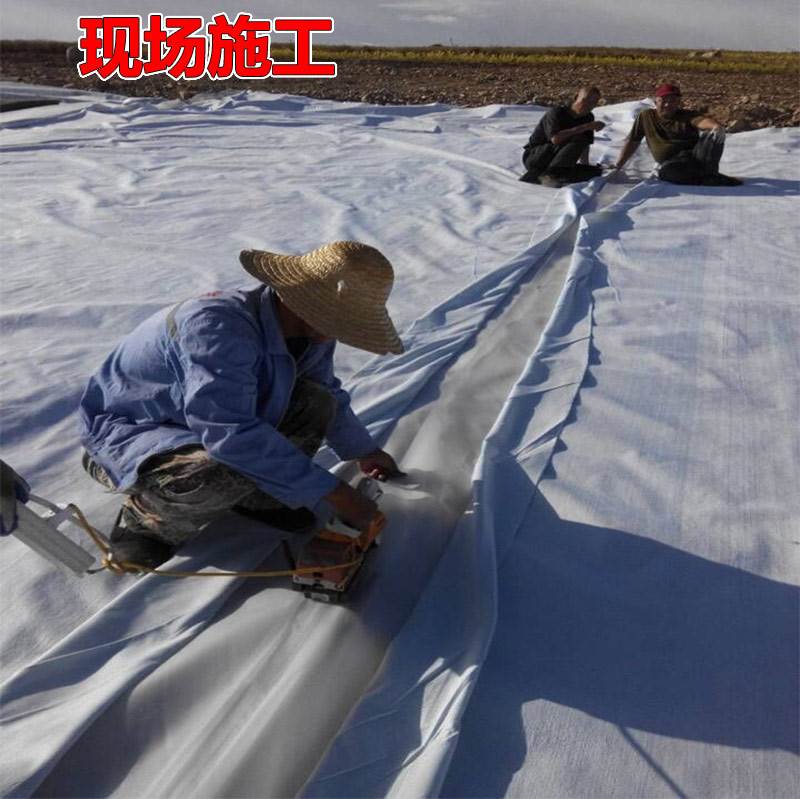
Yunnan geomembrane crawling welding machine, Guizhou Anshun adjustable anti-seepage membrane welding machine manufacturer







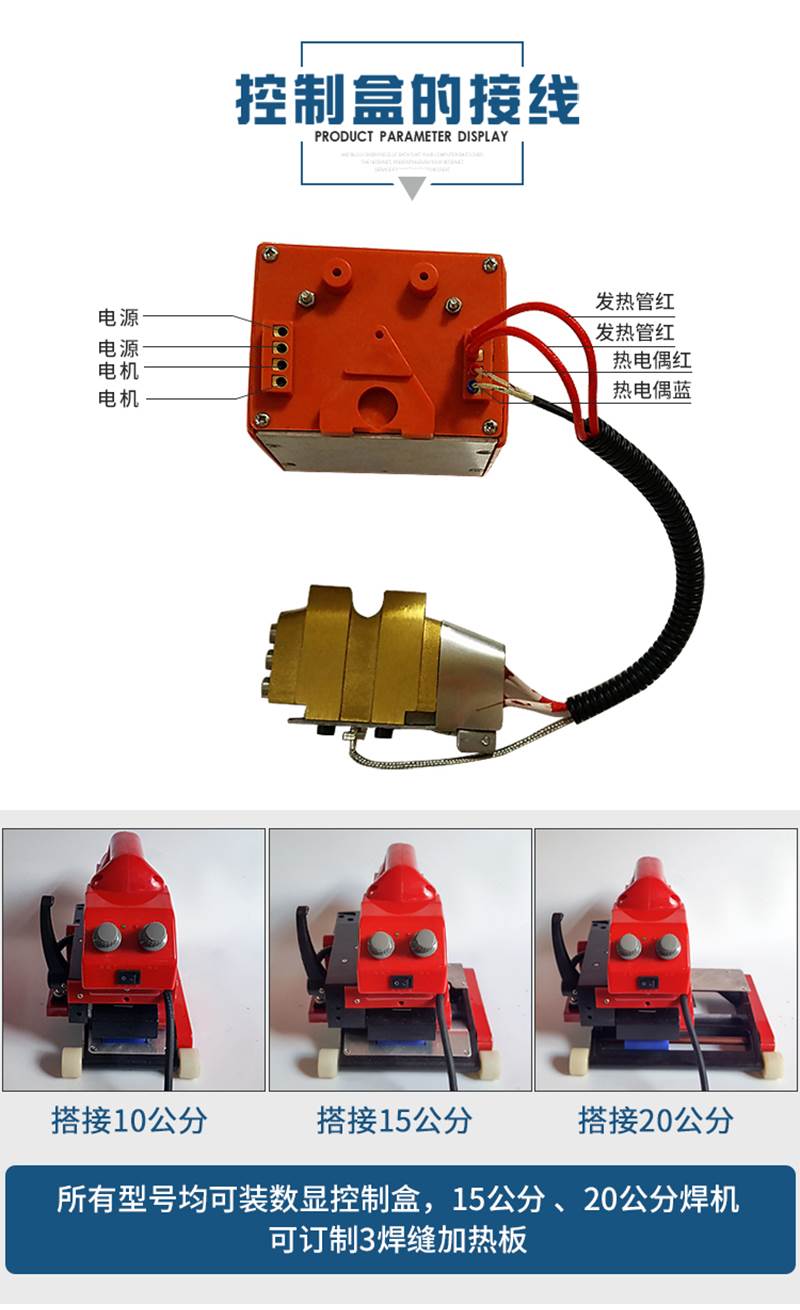

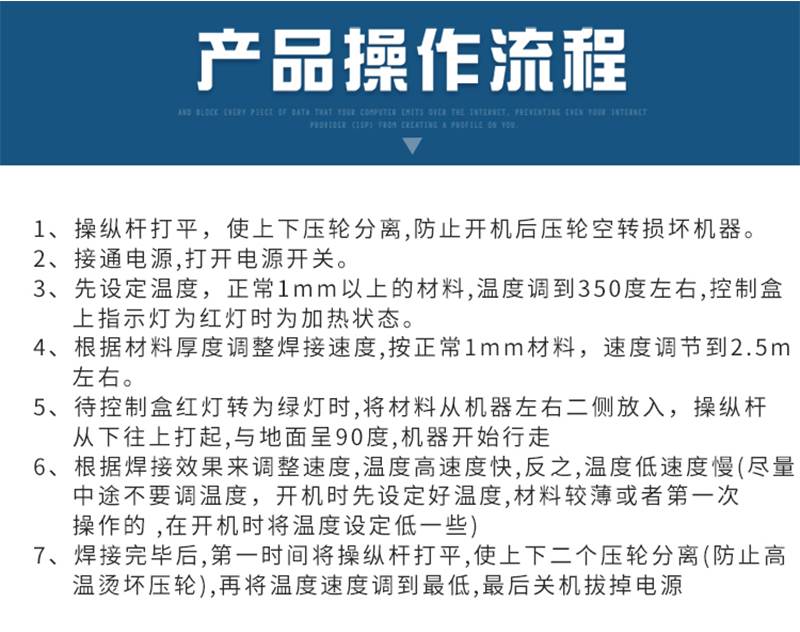

Due to the direct relationship between the welding of this machine and the speed and temperature settings during operation, in order to achieve this, it must be operated by a dedicated person. 1. The user must select a three core power cord and three sockets (corresponding to the welding machine plug L connected to the live wire N connected to the neutral wire ╧ connected to the grounding protection wire) with a minimum of 10A. After confirming that the external wire is connected, press down the pressure rod handle of the machine to separate the pressure wheel, and then plug in the power plug. 2. Turn on the power switch, select a certain temperature and speed, and take a few narrow pieces for trial welding. Due to differences in temperature and material thickness, the selection of welding temperature for the same material varies. Under the condition of constant speed (about 2m/min), gradually adjust the temperature from low temperature to high temperature (about 250 ℃ -350 ℃) to determine the best welding effect. 3. Judgment of welding temperature: For the correct PE material, it can be directly observed that the welding mark is flat and has a glassy appearance, indicating speed and temperature; Severe breakage of welding marks indicates high temperature or slow speed; If the welding mark is not white, it indicates that the temperature is too low or the speed is too fast. For non materials, observe whether there are obvious welding marks, or wait for them to cool completely before conducting tensile testing. 4. Trim the edge of the material to be welded straight, facing forward, overlapping the bottom left and top right with a width of 100mm. 5. After determining the temperature and speed, place the material to be welded between the two pressure wheels so that the body is parallel to the edge of the base material, and close the pressure rod handle to weld it on its own. In general, operators only need to observe whether there is any deviation between the welding mark and the edge of the base material, and make timely corrections within a small range. 6. When the material is welded to the end, promptly press down the handle of the pressure rod to keep the upper and lower pressure wheels in a separated state, in order to avoid burning out the rubber wheels for too long. 7. Due to thermal inertia, in welding, if the temperature is too high or too low, a small range of speed can be used to compensate for the temperature deviation. 8. Due to the slightly lower thermal conductivity of stainless steel compared to copper, the speed should not be too fast when using stainless steel hot wedge welding. 9. The welded material is overlapped with another material in a "T" shape as shown in Figure 4. The welding mark on the side where the hot wedge is attached is diagonally cut off to a length of about 100mm. Yunnan geomembrane crawling welding machine, Guizhou Anshun adjustable anti-seepage membrane welding machine manufacturer
Related articles: Shandong geotextile welding machine, Shanxi Jinzhong portable composite geomembrane welding machine, which is good
AfterSalesService :
Key words:- Climbing welding machine
More Products

