








Jingheng PE hot melt welding machine automatic walking waterproof board welding machine
Category:
mechanical equipment/Welding and cutting equipment/Plastic welding machine
Model:
JH10/JH15/JH20
Brand:
Jingheng
Retail Price
2,700.00USD
重量
kg
- Product Description
-
Description :
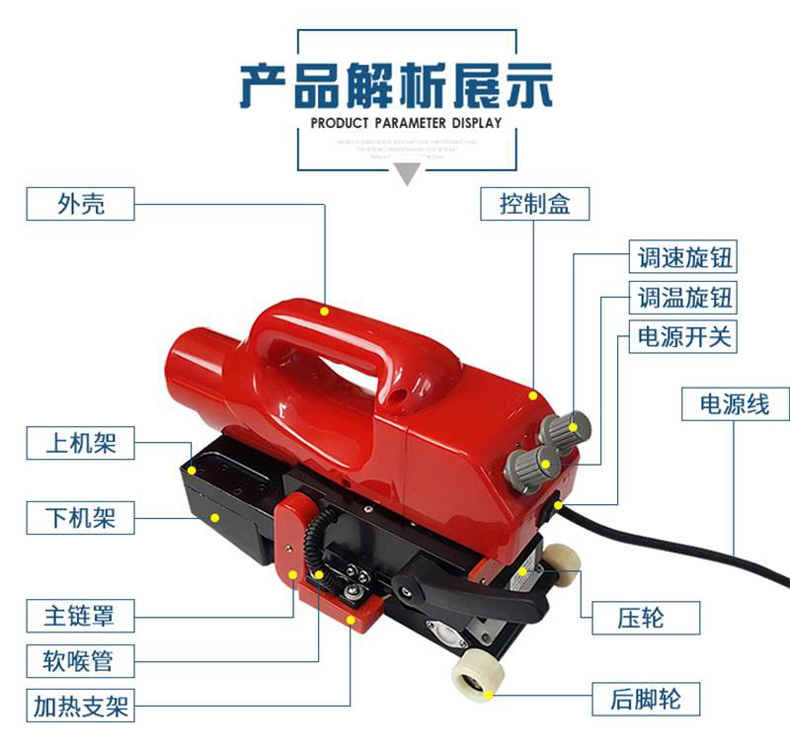
Jingheng PE hot melt welding machine automatic walking waterproof board welding machine


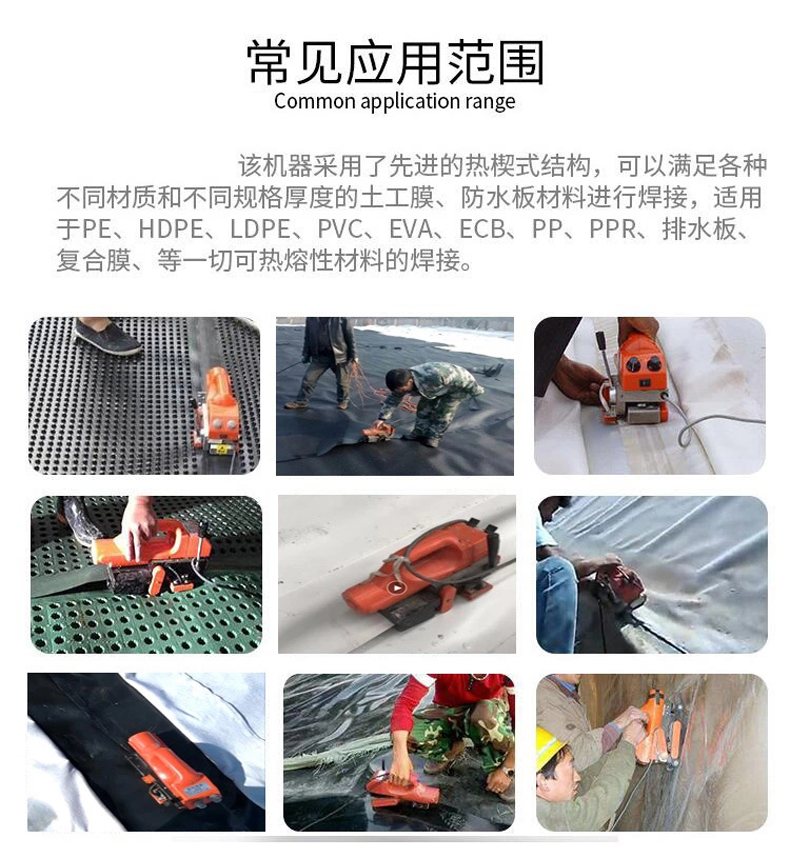
In the construction of tunnel waterproofing engineering, the primary attention is to control the quality of the suspension of waterproof boards. The current tunnel adopts the spray anchor construction method based on the New Austrian Method principle. After excavation, concrete is sprayed first for initial support as the primary lining, followed by the laying of waterproof boards and the construction of secondary lining. The laying of waterproof boards is carried out by using nail guns to drive cement nails to suspend the waterproof boards. In the initial stage, the sprayed concrete is relatively thin and the spraying thickness is uneven. When encountering areas with thin spraying thickness, it is difficult to drive the cement nails in, which can easily rebound and injure people, especially the nail caps. The exposed parts of the cement nails are sharp and can easily puncture the waterproof boards, causing them to fail. Therefore, it is necessary to pay close attention to the monitoring of the construction process during the suspension of waterproof boards. In addition, sufficient attention must be paid to the welding quality control of waterproof boards. In the past, waterproofing boards were generally welded using hot air blowers and soldering irons, making it difficult to ensure welding quality. Although double welds were used, it was still difficult to ensure that the welds did not leak. The climbing welding machine currently used can automatically form double welds, ensuring welding quality from a process perspective. According to the current sampling inspection results of tunnel construction, all welds welded with climbing welding machines can generally meet the inspection requirements in the inflation test, indicating that the quality of waterproof boards welded with climbing welding machines is relatively stable and the effect is good.

Attention to operating procedures: Due to the direct relationship between the welding quality of this machine and the speed and temperature settings during operation, in order to achieve high efficiency, it is recommended to have a dedicated person operate it. Users must choose a three core socket with grounding protection and confirm that the external line is connected properly. Lift the pressure handle of the machine to separate the upper and lower steel wheels, and then plug in the power plug. Turn on the power switch, select the appropriate temperature (refer to Figure 1 for temperature adjustment) and speed, and then take a few narrow pieces for trial welding to determine the best welding effect. Due to differences in environmental temperature and material thickness, the selection of welding temperature for the same material may vary. When selecting temperature, you can first choose a reference speed (about 1.5m/min), and then slowly adjust from low temperature to high temperature (about 250 ℃~400 ℃). Determination of welding temperature: For transparent PE material, it can be directly observed that the welding mark is flat and has a transparent glass like appearance, indicating that the speed and temperature are appropriate; Severe breakage of welding marks indicates high temperature or low speed; If the welding mark is opaque and has a white color, it indicates that the temperature is too low or the speed is too fast. For opaque materials, observe whether there are obvious welding marks, or wait for them to cool completely before conducting tensile testing. Trim the edges of the material to be welded straight; Facing forward, overlap the lower left and upper right sides with a width of 120mm. After determining the temperature and speed, insert the material to be welded between the two steel wheels so that the body is parallel to the edge of the base material. Press down the pressure handle to press the two steel wheels together for self welding. In general, operators only need to observe whether there is any deviation between the welding mark and the edge of the base material, and make timely corrections within a small range. Lift the handle promptly when the material is welded to the end to separate the upper and lower steel wheels. Due to thermal inertia, in the welding process, if the temperature is too high or too low, the temperature can be adjusted within a small range to compensate for the temperature deviation. During the welding process, if uneven welding marks appear on both sides, they can be adjusted by swinging the two hexagon socket screws on the head (i.e. tightening the corresponding screw on the upper side with deeper welding marks or loosening the corresponding screw on the upper side with shallower welding marks). The welded material overlaps with another material in a "T" shape. Cut off a length of about 12cm diagonally from the joint of the hot wedge side against the welding mark.

AfterSalesService :
Key words:- PE hot melt welding machine



