








Sichuan waterproof board climbing welding machine geomembrane welding equipment manufacturer
Category:
mechanical equipment/Welding and cutting equipment/Plastic welding machine
Model:
JH10/JH15/JH20
Brand:
Jingheng
Retail Price
2,700.00USD
重量
kg
- Product Description
-
Description :
Sichuan waterproof board climbing welding machine geomembrane welding equipment manufacturer

When using a climbing welding machine, if there is a malfunction, it needs to be eliminated before continuing to use to avoid danger. During the construction period, it is common to encounter situations where a climbing welding machine is used to join the joints of geomembranes. Generally, the construction team will choose people with good joint technology to complete this work. However, there may still be errors in doing so. Below are some precautions for geomembrane joints: (1) According to testing, using hot welding is preferred. Hot welding is the surface heating treatment of PE geomembrane, which melts the surface and then fuses it into one through pressure. (2) The geomembrane is laid along the direction, and a non adhesive layer between PE film and PET is reserved on both sides of the geomembrane. When laying, the direction of each unit of geomembrane should be taken to facilitate the welding of the two units of geomembrane. (3) After laying the geomembrane, it should be pressed down with sand bags to prevent wind movement. The edge joints should be free of dirt, moisture, dust, etc. When there are impurities, they must be cleaned before welding.

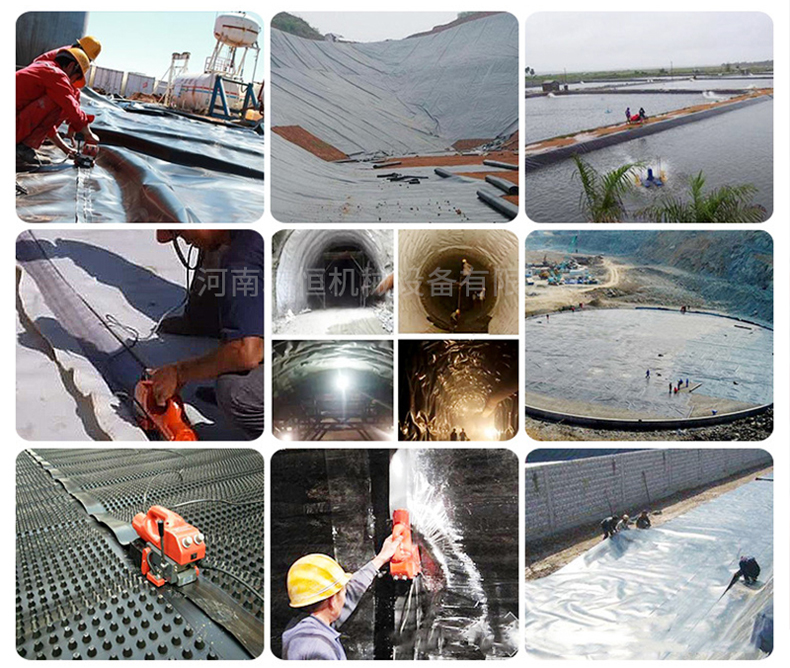

Therefore, it is necessary to adopt spot welding method, which will make the welding more solid. At the end of the circular diagram, when the electrode moves to the end of the weld seam, circular motion is carried out at the arc pit until the arc pit is filled, and then the arc is pulled out. When replacing the electrode or temporarily stopping the arc, when the electrode moves to the end of the weld seam, it stops at the arc pit, slowly raises the arc, and then leads out the base material groove at the edge of the weld seam. At this time, the molten pool gradually shrinks and solidifies without any defects. Learn the welding skills of magnetic welding machine: firstly, adjust the magnetic welding current to the same thickness as iron. If it is a DC welding machine, slightly adjust the thrust, maintain a distance of 23mm between the electrode and the weld seam, and quickly leave the weld seam after burning. This situation repeatedly occurs. When welding flat, if welding, The information is thick and can be welded continuously. Welding should be done at 70-80 degrees, and the movement should not be too fast. Keep the speed steady. After welding one electrode, remove one centimeter of welding slag, stack it for 5 millimeters, burn it, and come back to the welding point to follow. Spot welding should be used, and we should pay attention to the time of spot welding.

AfterSalesService :
Key words:- Waterproof board climbing welding machine



