









L245 spiral steel pipe/national standard spiral steel pipe in stock/anti-corrosion spiral steel pipe manufacturer
Category:
metallurgy/tubing/Spiral tube
Model:
Brand:
Cangzhou Guanghui
Retail Price
4,680.00USD
重量
kg
- Product Description
-
Description :
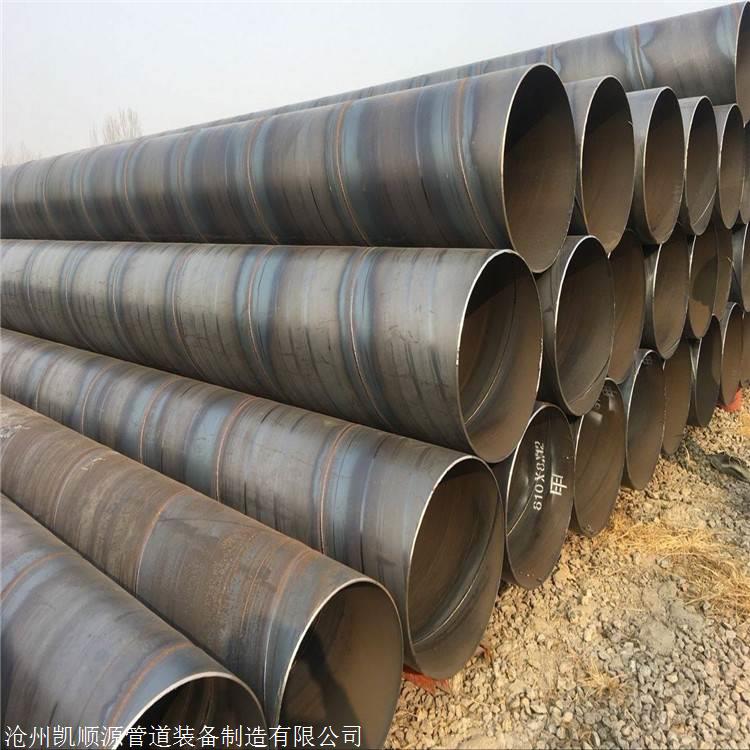
In fact, many aspects of L245 spiral steel pipes need to be processed before leaving the factory. After processing, L245 spiral steel pipes are put into use to ensure construction quality. The stacking thickness of the flux is generally 25-45mm. When the flux particle size is large and the density is low, the stacking thickness is taken Value, otherwise take the smaller value.
In addition, during summer or when the air humidity is high, the flux recovered from L245 spiral steel pipes should be dried before use. The forming coefficient of the weld seam is too small, the shape of the weld seam is narrow and deep, and gases and inclusions are not easy to float out, which can easily form pores and slag inclusions. The general weld forming coefficient is controlled at 1.3-1.5, and thick walled welded pipes are taken Value, take the smaller value for thin walls.
L245 spiral steel pipe surface treatment should be equipped with a plate surface cleaning device to prevent impurities such as oxide scale from entering the forming process due to unwinding and leveling. L245 spiral steel pipes should be equipped with rust and burr removal devices to reduce the possibility of porosity. Clear the position of the device After installation on the milling machine and disc cutter, the structure of the L245 spiral steel pipe device consists of two active steel wire wheels with adjustable clearance on each side, which press the plate edge up and down.


Production process:
(1) The raw materials are strip steel coils, welding wire, and flux. Strict physical and chemical tests must be conducted before investment.
(2) The head and tail of the strip steel are connected by single or double wire submerged arc welding, and automatic submerged arc welding is used for repair welding after being rolled into a steel pipe.
(3) Before forming, the strip steel undergoes leveling, trimming, planing, surface cleaning, conveying, and pre bending treatment.
(4) The use of an electric contact pressure gauge to control the pressure of the oil cylinders on both sides of the conveyor ensures the smooth transportation of the strip steel.
(5) Adopting external or internal control roller molding.
(6) Adopting a weld seam gap control device to ensure that the weld seam gap meets the welding requirements, the pipe diameter, misalignment, and weld seam gap are strictly controlled.
(7) Both internal and external welding are carried out using American Lincoln welding machines for single or double wire submerged arc welding, in order to achieve stable welding quality.
(8) The welded seams are all inspected by an online continuous ultrasonic automatic damage tester, ensuring the coverage of non-destructive testing for spiral welds. If there is a defect, it will automatically sound an alarm and spray a mark, and production workers will adjust the process parameters accordingly to eliminate the defect in a timely manner.
(9) Use an air plasma cutting machine to cut steel pipes into individual pieces.
(10) After cutting into individual steel pipes, each batch of steel pipes must undergo a strict initial inspection system to check the mechanical properties, chemical composition, fusion condition, surface quality of the welded joints, and undergo non-destructive testing to ensure that the pipe manufacturing process is qualified before it can be officially put into production.
(11) The parts with continuous ultrasonic testing marks on the weld seam shall be manually inspected by ultrasonic and X-ray. If there are indeed defects, they shall be repaired and undergo non-destructive testing again until it is confirmed that the defects have been eliminated.
(12) The pipes where the welded joints of the strip steel and the T-shaped joints intersecting with the spiral welds are located are all inspected by X-ray television or film.
(13) Each steel pipe undergoes a hydrostatic pressure test, and the pressure is sealed radially. The test pressure and time are strictly controlled by the steel pipe water pressure microcomputer detection device. Automatic printing and recording of experimental parameters.
(14) Mechanical processing of pipe ends to accurately control the perpendicularity, slope angle, and blunt edge of the end face.

AfterSalesService :
Key words:- L245 spiral steel pipe






More Products



