









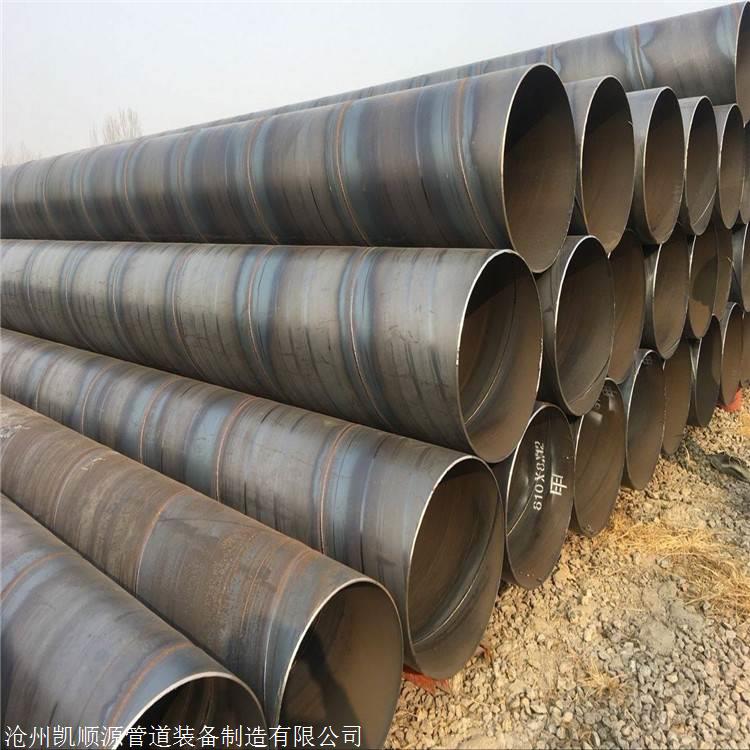
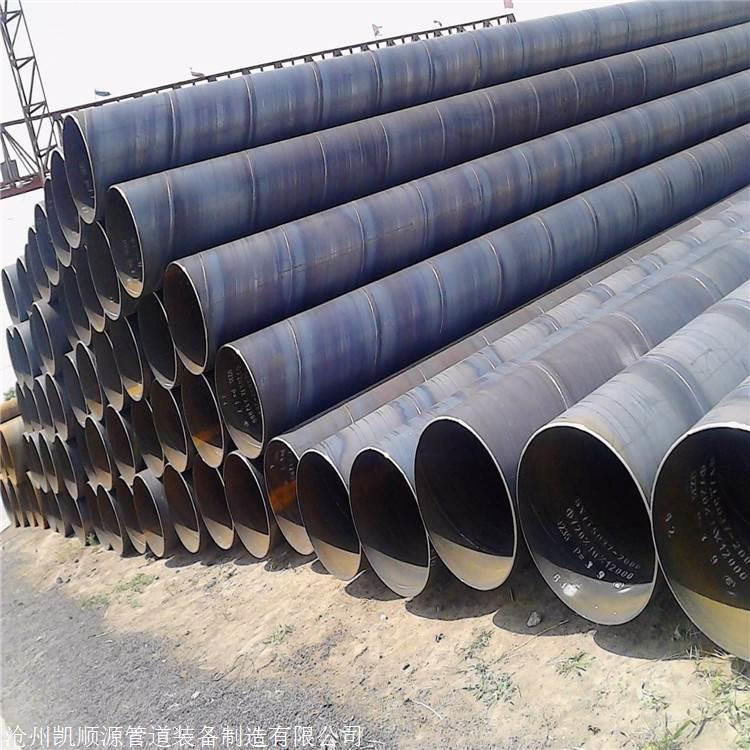
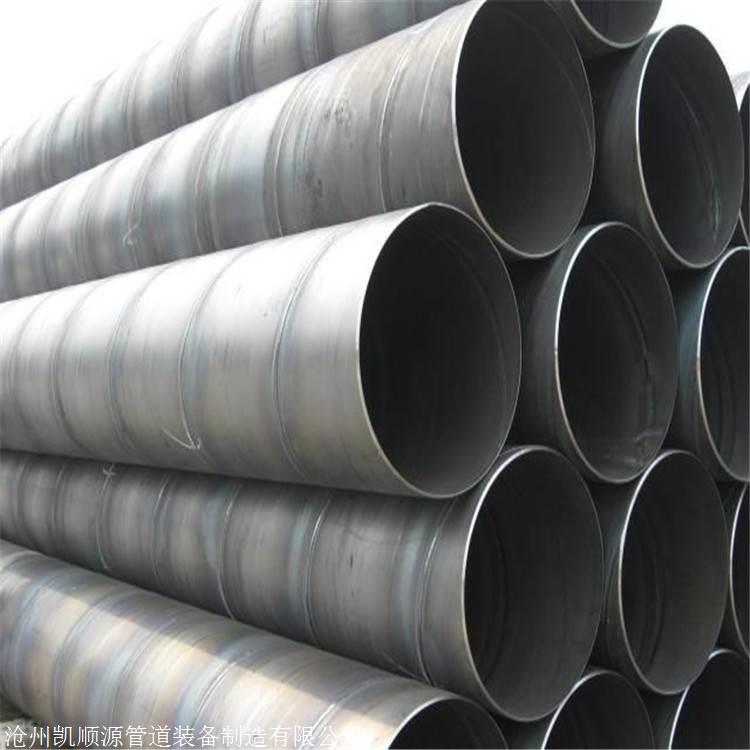
L360 spiral steel pipe manufacturing pipeline steel spiral steel pipe spot spiral steel pipe price
Category:
metallurgy/tubing/Spiral tube
Model:
Brand:
Cangzhou Guanghui
Retail Price
4,650.00USD
重量
kg
- Product Description
-
Description :
Control measures for L360 spiral steel pipe:
1) Adjust the pressing amount of the 2 # forming roller, and minimize the pressing amount as much as possible without rebounding, in order to reduce the pressure on the forming roller.
2) Select appropriate forming rollers and increase their density to reduce the force required by each roller.
3) When adjusting the shape, check the straightness of the rollers and use a spirit level to align the level of the 2 # forming roller.
4) During the production process, worn forming rollers and roller seats should be replaced in a timely manner to ensure the straightness of the rollers.
5) Strictly adjust the position of the 1-3 # forming rollers according to the process requirements, so that their roller printing lines coincide.
L360 spiral steel pipe fracture problem:
The fracture of L360 spiral steel pipe is first related to its quality. Indeed, the quality of the pipe affects the quality of the spiral pipe, and the processing technology also affects its quality.
L360 spiral steel pipe cracks or expands The driving direction (oil direction) is not consistent with the small resistance direction (along the rolling direction), so there are two possible directions for cracking and expansion: one is the axial direction of leakage; The second is along the rolling direction (i.e. the direction of the spiral weld seam). It is generally believed that When the ratio to small CVN is 3 or greater Consider changing the determination that cracking will occur along the rolling direction. In some cases, although the cracking of L360 spiral steel pipes occurs along the rolling direction, a large amount of extended cracking occurs along the axial direction. In this case, the cracking criterion calculation should still consider the rolling direction.

Spiral steel pipes should undergo mechanical performance tests, flattening tests, and expansion tests before leaving the factory, and meet the requirements specified in the standards. The quality inspection method for straight seam steel pipes is as follows:
1. On the surface, it can be inferred that it is a visual inspection. The appearance inspection of welded joints is a simple and widely used inspection method, which is an important part of finished product inspection, mainly to discover defects and dimensional deviations on the surface of the weld seam. Generally, inspection is carried out through visual observation, using tools such as standard templates, gauges, and magnifying glasses. If there are defects on the surface of the weld seam, there is a possibility of defects inside the weld seam.
2. The verification of physical methods: The verification method of physics is a method that uses some physical phenomena to determine or verify. The inspection of internal defects in materials or workpieces is generally carried out using non-destructive testing methods. Non destructive testing includes ultrasonic testing, radiographic testing, penetrant testing, magnetic testing, etc.
3. Strength testing of pressure vessels: In addition to conducting sealing tests, pressure vessels also need to undergo strength tests. There are two common types: hydrostatic test and pneumatic test. They can all test the weld tightness of containers and pipelines working under pressure. Pneumatic testing is more sensitive and rapid than hydraulic testing, and the tested products do not require drainage treatment, making it particularly suitable for products with difficult drainage. But the danger of testing is greater than that of hydrostatic testing. When conducting experiments, corresponding safety technical measures must be followed to prevent accidents from occurring during the testing process.
4. Tightness inspection: For welded containers storing liquids or gases, non dense defects in the weld seam, such as penetrating cracks, pores, slag inclusions, incomplete penetration, and loose structure, can be discovered through tightness testing. The methods for testing density include kerosene test, water carrying test, water flushing test, etc.
5. Each steel pipe should undergo a static water pressure test without any leakage. The test pressure should be calculated according to the formula P=2ST/D, where S represents the test stress Mpa for the static water pressure test. The test stress for the static water test should be selected at 60% of the yield value specified in the corresponding steel strip standard (Q235 is 235Mpa). Voltage stabilization time: D<; The pressure holding time for 508 test shall not be less than 5 seconds; The holding time of the test pressure for D ≥ 508 shall not be less than 10 seconds. For non-destructive testing of steel pipes, X-ray or ultrasonic inspection shall be carried out for repair welds, steel strip butt welds, and circumferential welds. Spiral welds on steel pipes used for transporting flammable ordinary fluids should undergo SX X-ray or ultrasonic inspection. Spiral welds on steel pipes used for transporting ordinary fluids such as water, sewage, air, heating steam, etc. should undergo X-ray or ultrasonic inspection spot checks (20%).


According to the quality inspection results of spiral steel pipes, they are usually divided into three categories: qualified products, repaired products, and scrap products. Qualified products refer to spiral steel pipes with appearance and internal quality that meet relevant standards or delivery acceptance technical conditions; Repaired products refer to spiral steel pipes that do not fully meet the standards and acceptance criteria in terms of appearance and internal quality, but are allowed to be repaired and can meet the standards and acceptance conditions after repair; Scrap refers to spiral steel pipes with unsatisfactory appearance and internal quality, which are not allowed to be repaired or cannot meet the standards and acceptance conditions even after repair.
Waste is divided into two types: internal waste and external waste. Internal waste refers to the scrap spiral steel pipes found in the foundry or casting workshop; External waste refers to the waste discovered after delivery of spiral steel pipes, which is usually only exposed during mechanical processing, heat treatment, or use. The economic losses caused by it are much greater than those caused by internal waste. To reduce external waste, spiral steel pipes produced in batches are shipped before leaving the factory Sampling is conducted for experimental heat treatment and rough machining, and potential defects in spiral steel pipes are detected as much as possible in the factory, in order to take necessary remedial measures as soon as possible.
AfterSalesService :
Key words:- L360 spiral steel pipe






More Products



